Технологический процесс ремонта механизма газораспределения
Технологический процесс разборки газораспределительного механизма ВАЗ-2108
Карта на разборку газораспределительного механизма ВАЗ-2108.
|
Содержание операций |
Инструмент и приспособления |
|
1. Отвернуть гайки крепления топливного насоса в сборе к корпусу вспомогательных агрегатов. 2. Отвернуть гайки с шайбами крепления датчика-распределителя в сборе. 3. Отвернуть винт крепления корпуса вспомогательных агрегатов к головке блока цилиндров. 4. Отвернуть передний винт с шайбой крепления передней крышки привода механизма газораспределения 5. Отвернуть боковые винты с шайбами крепления передней крышки привода механизма газораспределения 6. Отвернуть винт с шайбой крепления шкива привода генератора 7. Отвернуть предварительно гайку с шайбой крепления натяжного ролика зубчатого ремня привода механизма газораспределения 8. Ослабить натяжение ремня привода механизма газораспределения 9. Отвернуть окончательно гайку с шайбой крепления натяжного ролика зубчатого ремня привода механизма газораспределения 10. Отвернуть винт с шайбой крепления зубчатого шкива привода распределительного вала 11. Снять зубчатый шкив с распределительного вала 12. Вынуть сегментную шпонку из передней части распределительного вала 13. Отвернуть гайки с шайбами крепления передней крышки подшипников распределительного вала. 14. Снять переднюю крышку подшипников распределительного вала. 15. Отвернуть гайки с шайбами крепления задней крышки подшипников распределительного вала. 16. Снять заднюю крышку подшипников распределительного вала. |
Ключ гаечный накидной 13 мм. Ключ гаечный накидной 10 мм. Ключ шестигранный 6 мм. Ключ гаечный торцовый 10 мм. Ключ гаечный торцовый 10 мм. Головка сменная 19 мм, вороток с удлинителем, ключ-коловорот, лопатка монтажная. Ключ гаечный 17 мм. Ключ рожковый 17 мм. Ключ гаечный 17 мм. Отвертка шлицевая 8 мм. Отвертка шлицевая 6 мм. Головка сменная 13 мм, вороток с удлинителем, ключ-коловорот, головка сменная 10 мм с удлинителем. Головка сменная 13 мм, вороток с удлинителем, ключ-коловорот, головка сменная 10 мм с удлинителем. |
Определение технического состояния деталей
Не допускается: На рабочих фасках седел не должно быть следов износа, раковин, коррозии.
Дефекты устраняются фрезеровкой седла клапана либо заменой седла.
Не допускается: Деформация стержня клапана и трещины на его тарелке.
Допускается шлифование рабочей фаски клапанов. После шлифования угол фаски относительно плоскости тарелки должен быть 45°30'±5', а толщина цилиндрической части тарелки должна быть не менее 0,5 мм.
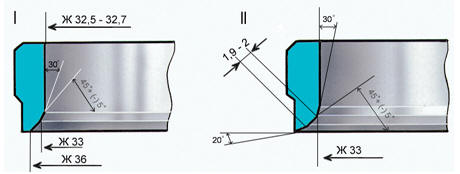
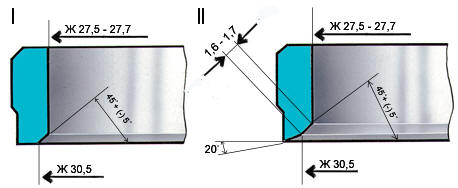
Рис.5 Седла клапанов
I – новое седло; II – седло после ремонта.
На рабочих фасках седел (зона контакта с клапанами) не должно быть точечных раковин коррозии и повреждений. Небольшие повреждения можно устранять шлифованием седел.
При этом необходимо снимать как можно меньше металла.
Материалы о транспорте:
Вывод по топливно-экономическим свойствам автомобилей
Из расчетов видно, что при увеличение оборотов коленчатого вала удельный расход топлива значительно уменьшается, т. к. уменьшаются коэффициенты ku и kw. 14. Определение максимальной массы буксируемог ...
Построение тяговой характеристики тягача графическим способом
Тяговая характеристика машины представляет собой графическое выражение реальных выходных тяговых параметров, являющихся результатом совместной работы колесного или гусеничного движителя, трансмиссии ...
Балансировка роторной установки с использованием программного обеспечения
Теоретическое определение значений амплитуды ускорений производится при помощи программы ATLANT. Данная программа предназначена для теоретического определения амплитуд ускорений при балансировке рото ...
Навигация
- Главная
- Устройство и эксплуатации железнодорожного пути
- Многоковшовые экскаваторы
- Антикоррозийная обработка
- Международные транспортные коридоры
- Интеллектуальные транспортные системы
- Автомобильные бензины
- Материалы
- Карта сайта