Разработка этапов механической обработки
Сверление отверстий в подвеске тормозного башмака выполняется на вертикально-сверлильном станке 2Н135 (Рисунок 4), его характеристики:
- наибольшее расстояние от торца шпинделя до рабочей поверхности стола – 750 мм;
- вылет шпинделя – 300 мм;
- наибольший ход шпинделя – 250 мм;
- наибольшее вертикальное перемещение сверлильной головки – 170 мм, стола – 300 мм;
- конус Морзе отверстия шпинделя – 4;
- число скоростей шпинделя – 12;
- частота вращения шпинделя – 31-1400 об/мин;
- число подач шпинделя – 9;
- подача шпинделя – 0,1-1,6 мм/об;
- мощность электродвигателя привода главного движения – 4 кВт;
- длина – 1030 мм;
- ширина – 825 мм;
- высота – 2535 мм;
- масса – 1200 кг.

Рисунок 4 – Вертикально-сверлильный станок 2Н135
В подвеске высверливается два сквозных отверстия диаметром по 32 мм каждое. Длина сверления 18мм.
В соответствии со свойствами металла, из которого сделана заготовка, и требуемым диаметром отверстия выбираем сверло спиральное из быстрорежущей стали с коническим нормальным хвостовиком ГОСТ 10903-77 (Рисунок 5).
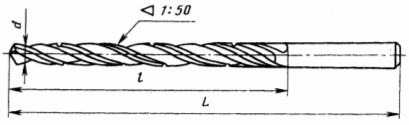
Рисунок 5 – Спиральное коническое сверло
Нам необходимо сделать отверстие диаметром 32 мм, поэтому сначала необходимо просверлить отверстие диаметром 20 мм, а затем рассверлить его до 32 мм.
Таблица 2 – Параметры свёрел
|
Параметр |
Значение, мм | |
|
Диаметр сверла |
20 |
32 |
|
Длина сверла |
238 |
334 |
|
Длина рабочей части |
140 |
185 |
Для подвески тормозного башмака выбираем нормальную заточку сверла Н (Рисунок 6), материал сверла – Р18, используется для изготовления свёрел для обработки конструкционных сталей с прочностью до 1000 МПа, от которых требуется сохранение режущих свойств при нагревании во время работы до 600 °С. Параметры лезвия сверла: a=11°; Ψ=40°.
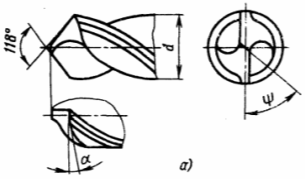
Рисунок 6 – Нормальная заточка сверла
Материалы о транспорте:
Охрана труда и техника безопасности при выполнении работ ремонт
газораспределительного механизма двигателя ВАЗ-2108
Научная организация труда (НОТ) - система организационно-технологических и санитарно-гигиенических мероприятий, направленных на совершенствование методов и условий труда на основе новейших достижений ...
Общая компоновка производственных зон ПТЦ, ПО(Ч)ТС
и технологическая планировка участков
Планировка производственного корпуса зависит от состава помещений, технологии проведения работ и т.д. Габариты производственного корпуса выбираем исходя из его площади, конфигурации и размера под стр ...
Устройство автомобиля ВАЗ-2108
Рис.1. Устройство автомобиля ВАЗ-2108: 1. Блок - фара; 2. Аккумуляторная батарея; 3. Расширительный бачок системы охлаждения; 4. Бачок для жидкости гидропривода тормозов; 5. Двигатель; 6. Воздушный ф ...
Навигация
- Главная
- Устройство и эксплуатации железнодорожного пути
- Многоковшовые экскаваторы
- Антикоррозийная обработка
- Международные транспортные коридоры
- Интеллектуальные транспортные системы
- Автомобильные бензины
- Материалы
- Карта сайта