Изготовление подвески тормозного башмака
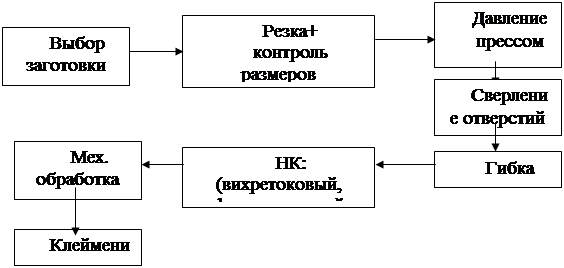
Рисунок 3 - Структура технологического процесса изготовления подвески тормозного башмака
Подвески тормозного башмака изготавливают из прутка стали марки 45 (таблица 1) диаметром 25 мм.
Производство подвески тормозного башмака начинается с нарезки прутка на пресс-ножницах НГ5222. Номинальное усилие пресса 400 кН, мощность электродвигателя 4,8 кВт. После этого концы заготовки расплющиваются ковочным гидравлическим прессом ГОСТ 7284-88 (усилие 5 – 50 МН). Затем на концах заготовки сверлятся отверстия диаметром 32 мм с помощью сверлильного станка 2Н135. Потом заготовку нужно согнуть на универсальном горизонтальном гидравлическом прессе «Хамелеон», производство Италия (усилие 0,22 МН).
В местах гиба заготовки происходит деформация металла: наружные волокна растягиваются, а внутренние сжимаются. Поэтому нужно провести в этих местах контроль дефектоскопом. Если дефектов в заготовке нет, то производится механическая обработка. Если же имеются трещины, то деталь забраковывается. После механической обработки на подвеске ставится клеймо.
Механическая обработка производится шлифовальной машинкой 3УШМ-115-600 (мощность 600 Вт).
Технологические карты представлены в приложении А.
Материалы о транспорте:
Определение параметров рулевой трапеции проектируемого автомобиля
Закон зависимости углов от выразим через формулу (2.1) где база проектируемого автомобиля, мм; колея передних колес автомобиля, мм; Из этой формулы выразим и окончательно получим (2.2) где , с шагом ...
Управление проблемными ситуациями
Системой поддерживаются функции фиксации различных проблемных ситуаций – недоздач, излишков, пересортиц, брака, порчи товара, ошибочных отгрузок и.т.д. с указанием времени, места хранения, виновных и ...
Классификация многоковшовых экскаваторов
Экскаваторы являются основным типом землеройных погрузочно-разгрузочных машин, главным образом для разработки мягких горных пород в массиве или скальных в раздробленном состоянии. Основной рабочий ор ...
Навигация
- Главная
- Устройство и эксплуатации железнодорожного пути
- Многоковшовые экскаваторы
- Антикоррозийная обработка
- Международные транспортные коридоры
- Интеллектуальные транспортные системы
- Автомобильные бензины
- Материалы
- Карта сайта