Технология восстановительного ремонта шатуна
Кроме процесса осталивания отверстия нижней головки шатуна, в последнее время разработан способ газопорошковой наплавки, заключающийся в том, что самофлюсующийся порошок ПГ-ХН80СР2 (РТУ УССР 1179-67) наносится на восстанавливаемую поверхность посредством ее подачи через пламя ацетилено-кислородной горелки специальной конструкции, использующей эффект эжекции (тип горелки ГАЛ-2-68).
Химический состав порошка ПГ-ХН80СР2: углерод - 0,3-: 0,6%, кремний - 1,5-3,0%, железо - 4,5-5,0%, хром - 12 - 15%, бор - 1,5-2,5%, никель - 80,2-73,9%.
Порошок выпускается Торезским заводом твердых сплавов Министерства цветной металлургии.
Перед нанесением - порошковой композиции шатун должен быть собран с нижней крышкой; болты крепления крышки шатуна затянуть моментом 20-22 кгс-м.
Рис.7. Хонинговальная головка: 1 - гидроцилиндр; 2 - опорная втулка: 3 - установочный палец; 4 - планка; 5 - колодка хонинго-вальной головки; 6 - алмазные бруски; 7 - поводок; в - чека; 9 - стержень; 10 - толкатель; 11 - корпус головки: 12 - разжимной конус; 13 - планка: 14 - прижимная втулка; 15 - шатун; 16 – корпус.
При наплавке поверхности отверстия в самом шатуне стержень, его нужно охлаждать путем погружения в воду по головку. При наплавке отверстия в крышке шатуна охлаждение не требуется. Толщина наплавленного слоя - 0,1 мм. Твердость наплавленной поверхности - HRC 35-40. Трудоемкость наплавки - 7-10 мин на один шатун.
После наплавки отверстие нижней головки шатуна хонингуют до получения номинального размера 93+0>021 мм. Хонингование отверстия в нижней головке шатуна после расточки или наплавки. производят на вертикально-хонинговальном станке модели ЗМ82-в приспособлении, показанном на рис.5. Хонинговальную головку крепят в патроне, который устанавливают в шпиндель станка. Привод механизма разжима брусков встроен в шпиндельную бабку станка. Поступательное движение от привода передается толкателю 10 и через поводок 7 разжимному конусу 12. Последний, воздействуя на планки 13, разжимает колодки 5 с алмазными брусками 6. Хонингуют отверстие предварительно до диаметра 92,99+°>021 мм алмазными брусками марки 2768-0103-Г-АСР 100/8Q-50M-73 (ГОСТ 16606-71) при удельном давлении брусков 4-6 кгс/см2 и окончательно до диаметра 93+0>021 мм алмазными брусками марки 2768-0103-1-АСМ 28/20-50М-73 (ГОСТ 16606-71) при удельном давлении брусков 3-5 кгс/см2. Хонинговальная головка должна делать 88 двойных ходов в минуту при 88 об/мин шпинделя станка. При ослаблении посадки или провороте бронзовой втулки отверстие в верхней головке после выпрессовки втулки растачивают под ремонтный размер 56,25 мм. Расточку отверстия под ремонтную втулку и во втулке под поршневой палец производят на алмазно-расточном станке модели 2705 в приспособлении.
С корпуса 19 приспособления снимают съемную приставку, 6, а на ее место устанавливают съемную приставку 10 и крепят болтами. На приставку устанавливают шатун, базируя отверстием в нижней головке на установочный палец 16 и упор /7, фиксируют отверстие верхней головки относительно оси шпинделя станка съемным пальцем 14, крепят шатун в приспособлении болтом 13 и вынимают съемный палец 14. Растачивают отверстие до диаметра 56,25+0'03 мм под ремонтную втулку резцом с пластинкой из твердого сплава Т30К4 при 860 об/мин расточной головки и подаче 0,1 мм/об. Шероховатость поверхности после обработки Ra = 1,25 мкм.
В расточенное отверстие запрессовывают ремонтную втулку (Рис.6), изготовленную из бронзы БрОЦС 5-5-5 (ГОСТ 61.3-65).
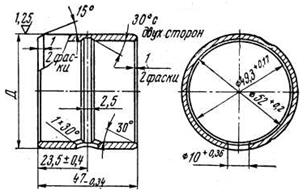
Рис.8. Ремонтная втулка верхнее головки шатуна
Наружный диаметр Д втулки для расточенного на ремонтный размер отверстия в шатуне должен быть 56,25
Бронзовую втулку запрессовывают с натягом 0,05-0,12 мм заподлицо с торцом шатуна, совместив масляные отверстия во втулке и шатуне. Перед запрессовкой втулку охладить до температуры минус 50°С в специальном контейнере с сухим льдом.
Рис.9. Приспособление для контроля шатуна: 2, 6 - индикатор; 3 - основание; 4 - корпус; 5 - стойка; 7 - упор; 9 - базовый палец; 10 - установочный палец; U - скоба
Расточку отверстия в бронзовой втулке до диаметра 50 4+0°. Шероховатость поверхности после расточки равна 0,32 мкм. Перед мойкой масляный канал в шатуне прочищают шомполом. Промывают шатун в моечной машине и обдувают сжатым воздухом.
Изгиб, скручивание шатуна, расстояние между осями отверстий верхней и нижней головок проверяют на контрольном приспособлении.
Настройку индикаторов, установленных на приспособлении, производят по эталону. В верхнюю головку шатуна вставляют установочный палец 10, надевают шатун отверстием нижней головки на базовый палец 9 и кладут выступающими поверхностями установочного пальца 10 на упор 7.
Материалы о транспорте:
Требование к техническим характеристикам
Требования по назначению. Таблица 1.1 Наименование Значение 1. Полный ход выходного звена привода, мм 2. Рабочий ход выходного звена, мм: в нормальных условиях при выпуске с завода-изготовителя в усл ...
Устройство автомобиля ВАЗ-2108
Рис.1. Устройство автомобиля ВАЗ-2108: 1. Блок - фара; 2. Аккумуляторная батарея; 3. Расширительный бачок системы охлаждения; 4. Бачок для жидкости гидропривода тормозов; 5. Двигатель; 6. Воздушный ф ...
Интеллектуальные транспортные системы в России
Позитивные изменения в облике мирового транспорта на рубеже 21 века сопровождаются рядом негативных последствий, масштабы и значимость которых дают основания оценивать их как стратегические вызовы на ...
Навигация
- Главная
- Устройство и эксплуатации железнодорожного пути
- Многоковшовые экскаваторы
- Антикоррозийная обработка
- Международные транспортные коридоры
- Интеллектуальные транспортные системы
- Автомобильные бензины
- Материалы
- Карта сайта